|
|||||||||||||||||||||||||
 |
|
|||||||||||||||||||||||||||||
|
|
|
|||||||||||||
1. ОБЩИЕ ТРЕБОВАНИЯ ДЛЯ ПРОДОЛЖЕНИЯ РЕЗКИ Восстановление (продолжение) вырезания деталей по заданной УП после выключении УЧПУ возможно только при выполнении нижеприведённых условий: 1. Выключение производится оператором в штатном режиме и согласно этой инструкции. 2. Перед началом работы необходимо (а для ПО CNC4000 версии V05.050 – желательно) осуществлять выезд в исходное положение по координатам X и Y. 3. Технология в полном объёме применима для МТР с программным обеспечением CNC4000 версии V05.0501 (как для УП ISO-формата, так и ESSI-формата), и в ограниченном объёме для других версий ПО (только для УП ISO-формата). Номер версии V05.0501 отображается
при работе на экране УЧПУ в заголовке окна каталога УП: Ограничение для других версий ПО обусловлены тем, что в них не поддерживается: - специальная технология по запоминанию точки остановки и выключения МТР и установки этой точки после включения МТР; - работа с УП ESSI-формата с номерами кадров, что является расширением стандарта ESSI. 4. Текст УП (основной УП в случае раскроя с подпрограммами)
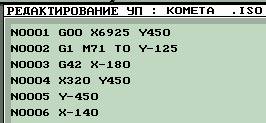
должен содержать номера кадров, проставленные в редакторе УЧПУ с помощью
команды (клавиши) В результате программу можно будет устанавливать на отработку с любого кадра. Нумерацию можно выполнить и вручную, но она обязательно должна иметь следующий вид:
Аналогичный вид будет иметь УП ESSI-формата, причём для версии V05.0501 наличие номера кадра в программах не будет приводить к ошибкам и позволит устанавливать их на отработку с любого кадра. 5. Перед выключением оператором УЧПУ необходимо выполнить подготовительную работу, как описано в разделе «2. Подготовка к выключению УЧПУ». 6. После включением оператором УЧПУ для продолжения резки необходимо выполнить действия, описанные в разделе «3. Продолжение резки». Далее описаны технологии выключения МТР для последующего продолжения резки и продолжение резки после включения МТР. ЗАМЕЧАНИЕ: Не забывайте, что перед началом работы (сразу после включения питания машины) для обеспечения технологии продолжения резки необходимо (а для ПО CNC4000 версии V05.050 – желательно) осуществлять выезд в исходное положение по координатам X и Y. 2. ПОДГОТОВКА К ВЫКЛЮЧЕНИЮ УЧПУ 1. Дождаться завершения вырезания очередного контура и перехода на следующий контур. Если вырезается раскрой, состоящий из основной программы и подпрограмм, то необходимо дождаться завершения отработки подпрограммы и перехода к следующей подпрограмме. В момент перехода на следующий контур (это может быть один из контуров вырезаемой детали или контур следующей детали) или подпрограмму нажать тумблер «ТЕХОСТ» для перевода системы в состояние технологического останова. 2. В режиме автомат включить режим покадровой отработки УП: 3. Нажать кнопку 4. Перейти в режим РУЧНОГО УПРАВЛЕНИЯ. Войти в подрежим 5. Завершить работу с системой согласно инструкции по работе. 3. ПРОДОЛЖЕНИЕ РЕЗКИ
Для ПО CNC4000 версии V05.0501 можно воспользоваться
ускоренной технологией. Она применима только в том случае, если
выключение МТР (п. 2.5)
произошло в точке останова отработки УП (п. 2.3), и до включения МТР она
находилась в неподвижном состоянии в точке выключения. В этом случае
возможно в подрежиме
4. СОГЛАШЕНИЕ ОБ ИСПОЛЬЗОВАНИИ Описанную выше технологию поставляется по принципу "КАК ЕСТЬ" ("AS IS"). Никаких гарантий на технологию не прилагается и не предусматривается. Вы используете описанную технологию и результаты её применения на свой риск. Разработчики УЧПУ CNC4000 и МТР с УЧПУ CNC4000 не будут отвечать ни за какие потери или упущенную выгоду вследствие использования или неправильного использования описанной технологии. Использование Вами описанной технологии по продолжению отработки УП для УЧПУ CNC4000 означает, что вы понимаете положения настоящего соглашения и согласны с ними. Для выяснения возможности доработки Вашего ПО УЧПУ CNC4000 до версии V05.0501
необходимо обратиться к разработчикам: (см.раздел Контакты) |
||||||||||||||
|
|
|
| ОАО «Зонт». Все права защищены. | Разработка веб-сайта: ArtAdmires |